 English
English 中文
中文ZrO₂セラミックスの製造方法:粉末から精密構造部品まで



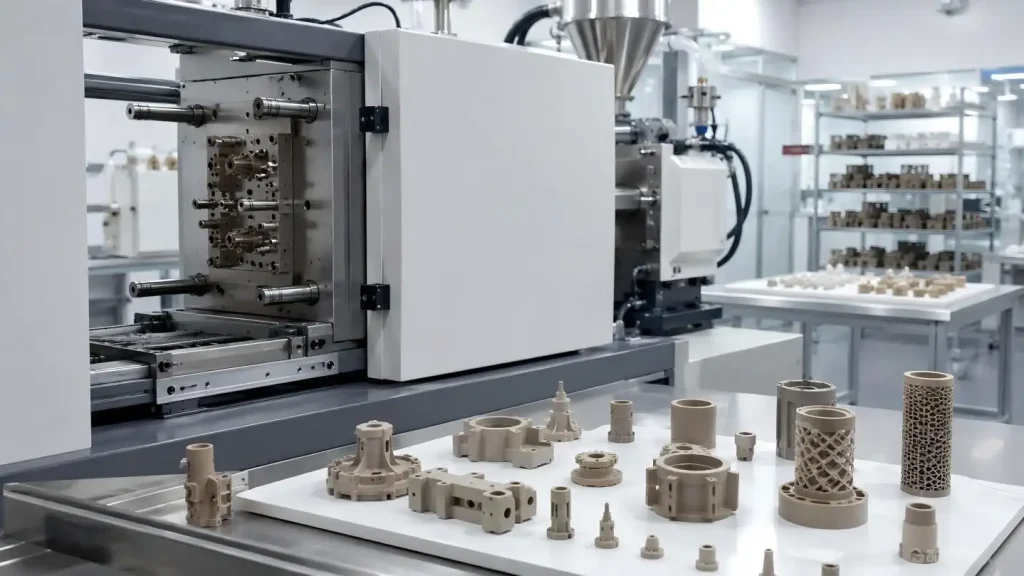
製造の進歩により、ジルコニアセラミックスが普及しました。これはジルコニウム二酸化物(ZrO₂)から構成され、「セラミック鋼」という用語が呼ばれています。ジルコニアセラミックは、耐久性や強度などの優れた機械的特性に加え、摩耗、腐食、熱衝撃に対する優れた耐性を持っています。驚くべきことに、生セラミック粉末は、航空宇宙、医療、半導体分野の最も過酷な環境に耐えられる精密な構造部品として製造可能です。

ZrO₂セラミック製造全体(粉末選定からセラミックスの生産後品質保証まで)については以下のページで説明し、UPCERAのような企業による高度な製造能力を示しており、多様な分野で広く求められる精度、公差、複雑な形状を提供しています。
ステップ1:高純度セラミックス粉末の選定と加工
粉末はすべてのZrO₂セラミックの出発点です。ただの粉末ではなく、高純度で慎重に設計されたジルコニア粉末で、粒子の大きさと形状が制御されたものだ。
•イットリア安定化ジルコニア(Y-TZP)は業界標準であり、Y-TZPは構造用ジルコニア部品の製造に最も頻繁に使われる粉末です。硬質で室温で破壊に強いジルコニアを形成するために、四角結晶相はイットリア(Y₂O₃)を加えて安定化させます。
・最終粉末の特性は粒子サイズの分布によって影響を受けます。サブミクロン粉末(<1マイクロメートル)は通常、高密度焼結され、微細構造を得やすく精細化されます。一貫した収縮と欠陥発生リスクの低減のためには、均一な粒子分布が不可欠です。
優れた粉末工学システムを持つことは、企業に業界のリードをもたらします。例えばUPCERAは二芯火薬工学システムを採用しています。このシステムは、制御された形態を持つ粒状を持つ均一な粒子分布を保証します。粉末段階での精密さにより、完成部品の機械的・光学的特性が大幅に向上します。
ステップ2:形成と成形
粉末はおおよそ最終的な形に成形されなければなりません。成形技術は多様です。部品の形状や生産量に基づいて特定のものを選ぶことができます。
アイソスタティックプレス
・アイソスタティックプレスはジルコニアリングや類似の円筒状成分を形成するために選ばれることが多いです。アイソスタティックプレスにおいて:
・乾式プレスは単軸圧力を利用して粉末を金型内で圧縮します。
•冷間アイソスタティックプレス(CIP)は流体媒体を用いて全方向から圧力をかけ、より均一な密度を実現します。CIPはひび割れやラミネーションなどの一般的な欠陥を軽減します。
セラミック射出成形(CIM)
・部品の形状が複雑で生産量が多い場合にCIMが選択されます。
・原料の調製:ジルコニア粉末は有機結合剤と混合され、より均一でプラスチック性の原料が得られます。
・射出成形:原料を成形圧力で金型に注入します。
•脱結合:有機結合剤を除去して「茶色い」部分を作ります。
•CIMは複雑な内部形状や薄い壁や特徴を持つ部品に有用です。これらのデザインは従来のプレス技術では制作が非常に困難です。
付加製造
バインダージェットや自由成形成形などの開発技術は、ジルコニアセラミックスの工学的技術の可能性を大幅に高めています。これらの方法の利点は以下の通りです:
•ツールを必要とせずに迅速にプロトタイプを作れる能力
・より複雑な設計の部品を製造する
・低量・高付加価値製品ライン向けに、より多くのカスタム機能を備えた部品を製造
ステップ3:焼結 – 全密度を達成するプロセス
焼結とは、粒子を溶接して完全に密度が高く固体のセラミックを作る工程です。この工程は、形状(緑色または茶色)部分を高温に加熱することで行われます。
ジルコニアの焼結温度は1400°Cから1520°Cです。 この温度ではジルコニア粒子は拡散結合され、すべての多孔性を完全に除去し、完全な密度を実現します。
ジルコニア焼結は繊細なバランスです。焼結速度、保持温度、冷却温度は、焼結部品の最終的な微細構造や機械的特性に大きな影響を与えます。焼結が速すぎるとひび割れが生じます。加熱が均一でないと部品が歪んでしまいます。
高度な焼結技術が活用されています:
・二段階焼結により、粒成長を高密度化から分離し、より精密な微細構造が得られます。
・RF誘導による焼結は、ジルコニアの金属から絶縁体への遷移を利用し、従来の8時間焼結時間を40分に短縮します。
・フラッシュ焼結は、はるかに低温でも数秒で完全な高密度化を実現できます。
ジルコニアはさらに密接に設計可能です。焼結プロセスはほぼ0%の多孔率を保つように制御されており、これによりジルコニアは熱衝撃下でも高い安定性を長時間維持できます。
ステップ4:精密加工
焼結後には部品公差を満たすために精密加工が必要になることがあります。
なぜシンターを選んで機械を使ったのですか?ジルコニアは焼結中に20〜25%縮みます。この収縮は焼結サイクルを変更することである程度確実に制御できますが、サブミリメートルの公差は通常焼結後の加工を必要とします。
CNC加工は良い選択肢です。CNC加工は焼結ジルコニアを処理する唯一の実用的な方法です。ダイヤモンドツールを用いて高精度で行われます。ダイヤモンドツールは焼結ジルコニアの処理に有効な唯一の工具です。
その他、非常に重要な加工パラメータには以下のようなものがあります:
・ステップオーバーおよび送り:部品の破損を防ぐために、セラミックの脆性破壊の閾値に最適化する必要があります。
•冷却材および熱管理:完全性を保ち、歪みを最小限に抑えます。
・適応型治具:脆弱で薄い壁構造物の振動を制御します。
この業界で精度は非常に重視されており、先進的なメーカーは表面粗さをRa0.02からRa0.2、円度と同心率の公差を0.002mm、壁厚を0.1mm達成しています。この精度は、電子工学、光学、航空宇宙などの先進製品の組み立てにおいて、適合度の高い品質と製品の再現性が求められるため極めて重要です。
ステップ5:品質管理と検査
最後のステップは、すべての部品仕様を満たすための徹底的な検査です。
・工程中計量:変動を監視しつつ、長時間の生産時にはクローズドループ測定で公差を中心に保ちます。
・統計的プロセス管理:すべてのロットの品質を管理するための厳格なシステムが開発されています。臨界寸法の確認にはゲージや光学測定が用いられます。
・環境制御:半導体や医療機器の場合、汚染管理の制御能力が極めて重要です。

UPCERAの利点:フルチェーン統合
トップメーカーはすべての工程をこなす能力を持ち、特にプロセスチェーン全体を統合する能力を持っています。
業界チェーン全体のあらゆる段階が管理されています。完全な垂直統合により、粉末から精密加工製品までの製品の品質が保証されます。
・製造と材料制御を一つのシステムとして:UPCERAのようなメーカーは、靭性、研磨性、誘電挙動、寸法安定性などのシステム特性を統合でき、これらすべてを調和させることができます。
・設計支援:設計コンセプトや試作機の早期段階でメーカーを統合することで、設計、厚さ、角半径、表面仕上げのバランス調整と合理化が図られ、設計の機能性を守りコストを抑制します。
•工場直販の品質保証仲介者の除去により、大量生産でも一貫した品質が可能となります。
パウダーから精密へ:全体のプロセス
ZrO₂セラミックスを原料粉末から精密構造部品へ完全に変えるには、粉末工学から最終品質管理(成形、焼結、精密加工を含む)までの各段階での熟練と専門知識が必要です。ジルコニアの卓越した特性を世界で最も要求の高い用途に活かすために、各工程は最大限の注意をもって実行されなければなりません。
極度の振動や高温に耐えなければならない航空宇宙部品の設計、生体適合性と耐久性を持つ医療用インプラント、または化学的クリーンさと寸法安定性を必要とする半導体部品;これらの例は、製造がジルコニアの理論的特性を実用化できるかどうかに依存します。
カスタムメイドのジルコニア構造部品を必要とするエンジニアや調達専門家にとって、粉末から高精度完成品まで完全なプロセス管理を持ち、この卓越した材料の重要な応用において豊富な経験と情熱を持つメーカーと契約するのが最善の選択肢です。
カスタムZrO₂構造用セラミック部品に関しては、迅速な対応、短いリードタイム、カスタムデザイン、カスタム素材、複雑なデザイン、そして大きな形状の組み合わせを備え、最適な選択肢です。すべて最細の公差で。
よくある質問
Q 1: ZrO₂セラミック構造部品の一般的な製造方法は何でしょうか?
A: 通常の方法には粉末準備、成形(プレスまたは射出成形)、高温焼結、精密CNC加工、最終検査が含まれます。
Q2: 構造ジルコニアの典型的なイットリア含有量はどのくらいですか?
A: 最も一般的なグレードは3モル%イトリア安定化正方ジルコニア(3Y-TZP)で、強度、靭性、耐摩耗性の理想的な組み合わせを提供します。
Q 3: ジルコニア成分で達成可能な最高の精度は何でしょうか?
A: 円形度と同心率0.002 mm、表面粗さがRa0.02からRa0.2、壁厚0.1 mmはUPCERAで達成可能な公差です。
Q4: ジルコニア部品は複雑な内部構造を含むものを作ることができますか?
A: はい、セラミック射出成形(CIM)は、内部構造が薄く、従来のプレスでは製造が難しい、あるいは不可能な複雑な形状を作ることができます。
Q 5: 焼結がジルコニアの性能にそれほど重要な理由は何ですか?
A: 焼結は粉末体をほぼ完全に密度の高い体に変え、過程中の温度を適切に制御することで、最終的な粒径、多孔率、そして物体の機械的特性を制御できます。
Share on Social:



- PREV: ミクロンレベルの世界:精密セラミック加工における公差制御の理解
- NEXT: ルビーノズルとその多様な産業応用