 English
English 中文
中文ジルコニアセラミックスの表面研削技術仕様書

I. 技術概要
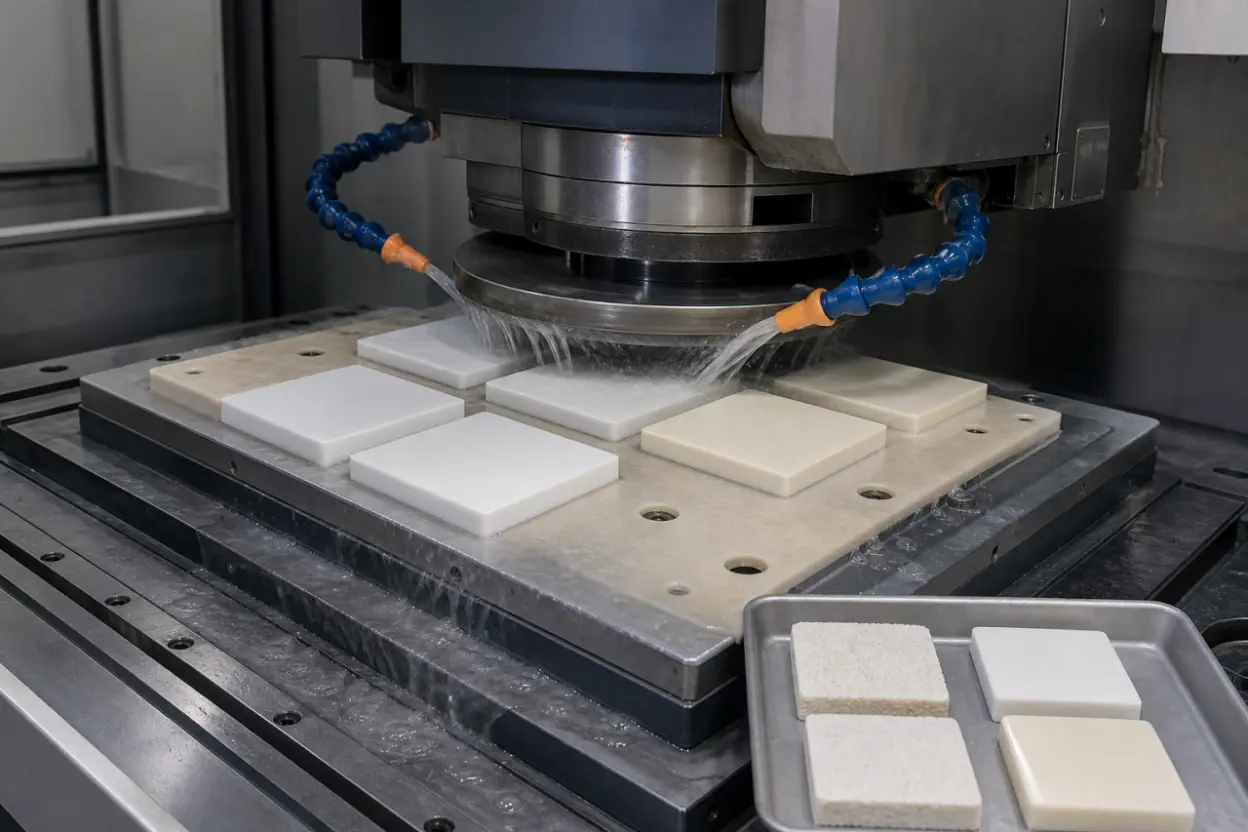
ジルコニアセラミックは高強度、高硬度、耐食性、高温能力、優れた生体適合性を持ち、機械、電子機器、医療システム、航空宇宙、その他の産業で広く使用されています。ジルコニアセラミック表面研削は平面グラインダーを用いて平面仕上げを行い、寸法精度、表面品質、サービス性能を直接決定する重要な最終処理工程です。焼結ジルコニアは密度が高く硬いため、研削が困難であり、プロセスパラメータや操作手順の厳格な管理が必要です。標準化されたプロセスと一貫した運用は、品質と効率のバランスを取り、安定した製品性能を維持するために不可欠です。
II. 加工前の準備
1. ワークピースの準備
ブランクの寸法や外観を点検し、バリや汚染物質を取り除き、明らかなひび割れや欠けた角、その他の欠陥がないか確認してください。
完成した部品図面に従って研削材を予備してください。一般的な許容度は0.1〜0.3mmで、ブランク成形精度と最終公差要件に応じて調整されます。
2. 装備準備
高精度の表面グラインダーを使いましょう。ジルコニア研削中、通常の研削力は接線研削力よりもはるかに大きく、一般的に5〜10倍、ホイールフェイスでの研削では時には20〜30倍にもなります。したがって、グラインダーは加工精度を維持するために十分な剛性と安定性を提供しなければなりません。
起動前に、スピンドルの回転精度、テーブルの平坦さ、油圧システムの動作を確認し、機器の安定性を確保します。
ダイヤモンド研削ホイールを設置し、取り付け後に動的にバランスを取って振動を防ぎます。
3. 消耗品および測定機器
冷却水:冷却、潤滑、チップ除去には水を使いましょう。十分な流量は過熱や亀裂を防ぎ、表面に傷をつける可能性のある粉砕物を洗い流します。
測定機器:マイクロメーター、フラットネス測定機器、その他適切な工具を十分な測定精度で準備してください。
4. 研削ホイール選択原理
粗削りと仕上げ研磨は別々のホイールを使用し、すべての作業を同じホイールで行うのではなく、
ブランクに十分な在庫余裕がある場合は、粗削りの砥石を使いましょう。より高い表面品質の要件を満たす場合は、材料除去効率が低いことを認識しつつ仕上げ研削ホイールを使用します。
III. コアプロセスパラメータ
1. グラインドスピード
研削ホイールの周辺速度をワークピースの送り速度に合わせてください。高速回転が速すぎると表面焼けや微細亀裂が生じ、速度が不足すると加工効率が低下します。
2. グラインド・ディープ
粗い研削には1回のパス深さを0.02〜0.05mm、仕上げ研削では0.005〜0.01mmを使いましょう。表面の粗さと平坦さを維持するために、徐々に深さを減らします。
3. 冷却方法
フラッド冷却やスプレー冷却を使って研削ゾーンを徹底的に冷却し、熱応力を軽減しましょう。適切な洗浄は、粉末状のチップや剥離した研磨粒子がワークピース表面に残り、傷やホイールの摩耗を加速させるのを防ぎます。
IV. 運営手順
1. 粉砕操作
安定した無負荷運転を確認したら、加工を開始します。表面の状態を綿密に監視し、刃の欠けやひび割れを防ぐためにパラメータを迅速に調整してください。
2. シャットダウンと清掃
加工後、最初の停止ホイールフィードとワークピースの動き。ホイールが完全に停止した後にのみワークピースを取り外してください。研削されたゴミを掃除し、機器のメンテナンス記録を完成させます。
V. 品質管理と注意事項
1. 品質検査
各バッチから3〜5個の部品のサンプルを検査してください。不適合部品は再加工または廃棄し、完全な検査記録を保持しましょう。

2. 注意事項
オペレーターは適切な個人用保護具を着用し、機械が稼働している間は研削ホイールに触ってはなりません。
ホイールの摩耗を定期的に点検し、必要に応じて迅速にホイールを交換してください。
結論
ジルコニアセラミックの表面研削は、機械の剛性、研削ホイールの選択、プロセスパラメータ、運転規律に厳格な要件を持つ精密なプロセスです。粗研磨と仕上げ研磨を分離し、速度と深さを正確に制御し、十分な冷却と潤滑を提供し、厳格な施工中検査を行うことで、平坦性、表面粗さ、寸法一貫性を維持しつつ、エッジの欠け、ひび割れ、研磨焼けを防ぐことができます。標準化された運転プロセスは、歩留まりの向上、ホイール寿命の延長、生産コストの削減、そしてジルコニアセラミック部品の高性能確保に不可欠です。
よくある質問(FAQ)
Q1: なぜジルコニアセラミックの表面研削にダイヤモンド研削ホイールが好まれるのですか?
A: ダイヤモンド研削ホイールは高い硬度、強い耐摩耗性、そして優れた熱安定性を提供します。ジルコニアセラミックを効果的かつ正確に加工でき、この材料の好まれる研磨工具です。
Q2: なぜ粗い研削と仕上げ研削に異なるホイールを使うべきなのでしょうか?
A: 粗削りは比較的多くの在庫を削減し、除去効率を優先しますが、仕上げ研磨は表面品質と寸法精度に重点を置きます。
Q3: 通常、どれくらいの周回許容を予約すべきですか?
A: 一般的な研削許容度は0.1〜0.3mmで、ブランクの状態や仕上げ部品の精度によって異なります。最終値は、ワークピースのサイズ、形状、焼結精度から決定されるべきです。
アプリケーション評価とカスタム製造支援
当社は、焼結セラミックブランクから精密表面研削まで、高精度の表面研削装置と確立された研削プロセスシステムに支えられたフルプロセス製造を提供しています。3Y-TZPやAl₂O₃など、さまざまな材料等級、部品サイズ、精度レベルについて、プロセス評価、試作生産、バッチ納品、カスタマイズされた技術サポートを提供しています。お客様の皆様には、プロジェクト図面や技術要件の共有を歓迎しており、当社のチームによる専門的なレビューとサポートを得ています。
Share on Social:


