 English
English 中文
中文セラミック射出成形に適した製品タイプは何ですか?


セラミック射出成形は、小型で複雑かつ大量の精密セラミック部品に適した成形プロセスです。従来の乾式プレス、アイソスタティックプレス、広範な後加工と比べて、射出成形は部品に細部、複雑な形状、バッチごとの厳格な一貫性要件がある場合、より効率的なことが多いです。
ジルコニアやアルミナなどの先進セラミック材料において、射出成形の主な利点は大きな平板や厚いブロックではないことです。その真の価値は、マイクロホール、ブラインドホール、段差、歯車のような特徴、スロット、曲面、薄い壁、補強リブ、そして最終的な形状にできるだけ近い小さな空洞構造を形成することにあります。
1. セラミック射出成形に適した製品構造
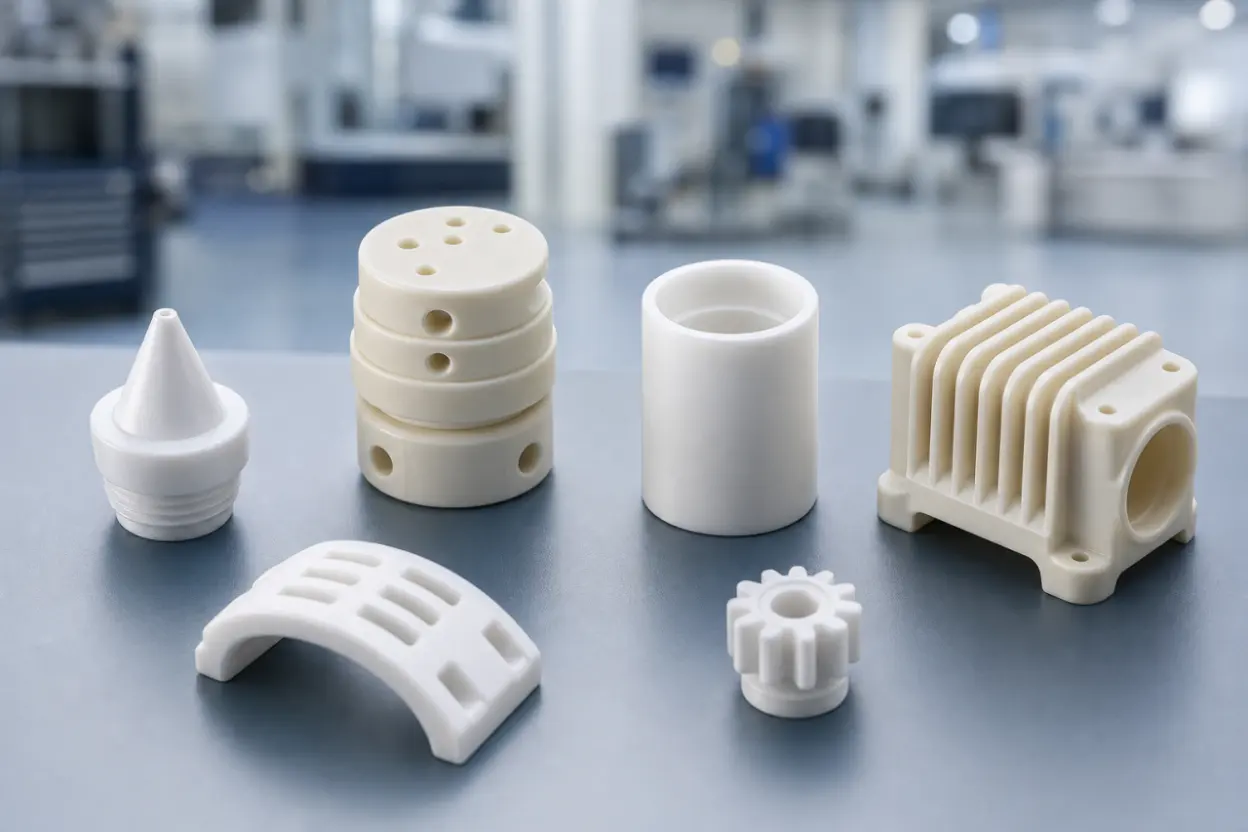
設計の観点から、セラミック射出成形は特に以下の製品タイプに適しています。
- マイクロホール、スルーホール、ブラインドホール、ステップホール、ディープホール構造などの小型精密部品です。
- 歯車のような特徴、スロット、凹面や凸面、曲面、角度のある構造、多方向のディテールなど、複雑な不規則な部品が含まれます。
- 薄壁および小キャビティ部品、例えばミニチュアハウジング、スリーブ、コンパクトな内部キャビティ構造などです。
- リブ構造や補強構造、内部支持リブ、位置決めリブ、ガイドリブなどが含まれます。
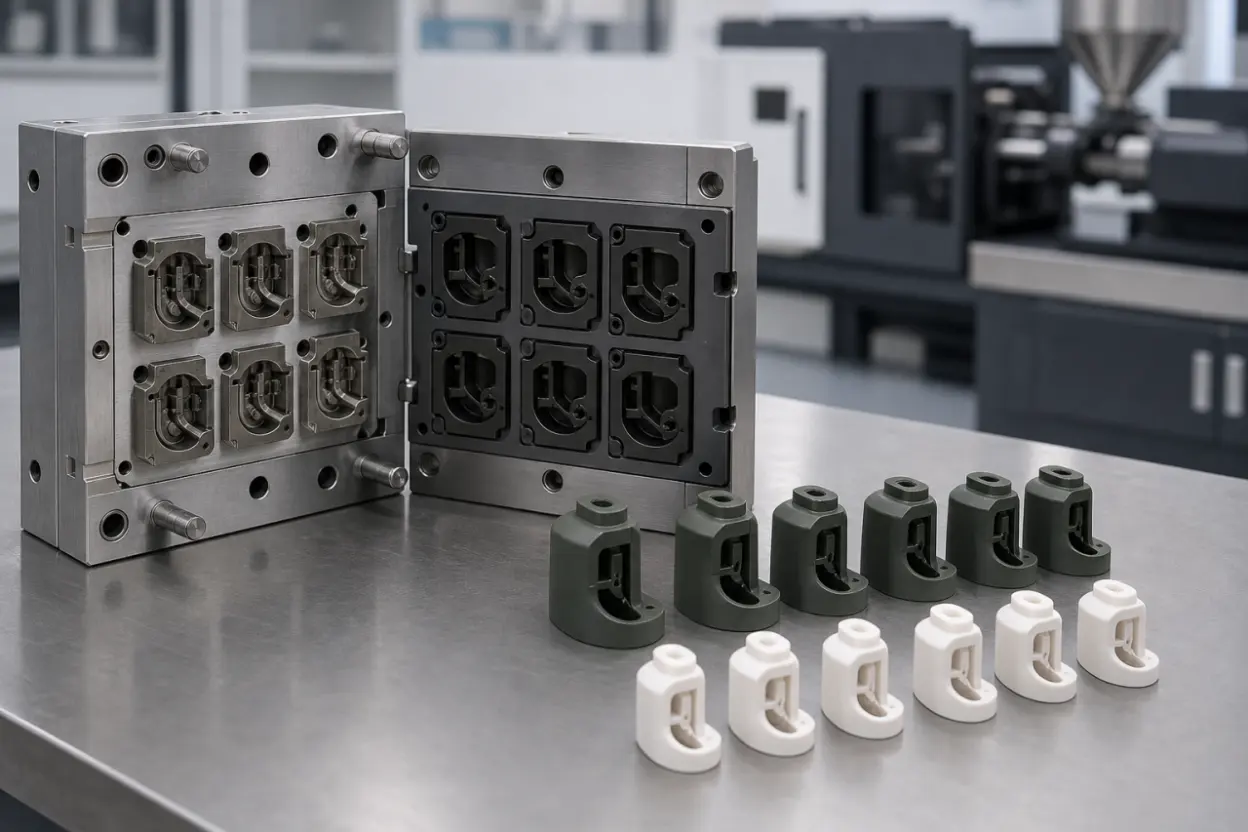
- 多空洞型の金型で生産性と一貫性の向上に恩恵を受けられる大量部品。
これらのジオメトリが主に焼結後の後加工で製造される場合、工具へのアクセス制限、加工効率の低下、チップのリスク、高コストが発生します。射出成形により、主要な形状を金型設計に組み込むことができ、繰り返し生産に適したものとなります。
2. 適さの低い製品タイプ
すべてのセラミック部品が射出成形に適したわけではありません。大型部品、厚い壁の部品、大きな平板、または単純で低容量の形状はこのプロセスには理想的でない場合があります。
壁の厚さが大きすぎる、または全体の大きさが過剰になると、脱着時にガスや有機結合剤の除去が困難になります。これによりひび割れや水ぶくれ、変形のリスクが高まり、生産サイクルも延長されます。したがって、壁厚の分布や部品サイズは設計段階の早い段階で評価されるべきです。
3. 主要な設計制限とプロセスの考慮事項
| アイテム | 参考文献 | 設計の影響 |
| 最小内穴 | マイクロホール構造は約0.10mmまで作ることができます。 | マイクロホール、フローチャネル、アセンブリホールに適していますが、実現可能性は穴の深さ、位置、型の耐久性に依存します。 |
| ブラインドホール | 盲穴の深さは制御可能です。 | 盲穴が深いほど、換気、成形、変形の制御は難しくなります。 |
| 穴の位置精度 | 穴の位置精度は約±0.02mmに達します。 | 精密組立部品に適していますが、基準面、検査方法、バッチ安定性の確認が必要です。 |
| 薄い壁 | 壁厚が0.35mm未満になると難易度が大幅に上がります。 | 型インサートやスリーブピンは製造が難しくなり、寿命も短くなりコストが増加します。 |
| 厚い壁 | 単一壁の厚さが15mmを超える場合や、部品が大きくなるとリスクが高まります。 | 脱着は遅くなり、内部ガスの排出が難しく、ひび割れや水ぶくれが起こることがあります。 |
| 一般的な許容範囲 | 射出成形セラミック部品は、しばしば約±1%の許容差で評価されます。 | より厳密な公差は二次加工や異なるプロセスルートを必要とする場合があります。 |
| 溶接線 | 溶接線は一般的に射出成形部品に存在します。 | 位置はゲート設計で最適化可能ですが、溶接線を完全に排除することは通常できません。 |
4. なぜ複雑なセラミック部品が射出成形の利点を持つのか
高度なセラミックスは高い硬度、耐摩耗性、耐腐食性、電気絶縁性を提供しますが、焼結後の加工は困難です。複雑な形状の場合、大規模な後加工はコスト増加やエッジの欠け、微細な亀裂、寸法の不整合などのリスクを生じさせます。
セラミック射出成形の核心的価値は、ニアネット成形です。主な形状はグリーンボディ段階で型を通って成形され、臨界フィッティング面、基準面、高精度領域のみが焼結後に二次加工を必要とすることがあります。大量生産においては、コスト管理、リードタイム、一貫性の向上に役立ちます。
5. 材料選択:ジルコニア対アルミナ
| 素材 | 主な特徴 | 適切な応用例 | 注記 |
| ジルコニア ZrO₂ | 高い靭性、高い強度、耐摩耗性、耐アルカリ性、そして複雑な精密構造への適合性。 | ファイバーオプティックスリーブ、フェルール、精密ブッシュ、耐摩耗部品、外観構造部品。 | アルミナよりもコストと密度が高いです。高温用途では、サービス温度の確認が必要です。 |
| アルミナアル₂オー₃ | 高硬度、良好な電気絶縁、高温耐性、そして比較的低コストです。 | 絶縁体、摩耗部品、構造部品、セラミック基板、一般的な産業用セラミック部品などが含まれます。 | ジルコニアよりも靭性が低い;衝撃荷重や複雑な薄壁設計は慎重に評価されるべきです。 |
より高い靭性、強度、ひび割れ耐性、複雑な形状を必要とする用途では、ジルコニアが好まれることが多いです。硬度、断熱性、高温耐性、コスト管理が重要な要素であれば、通常アルミナの方が適しています。最終材料の選択では、使用温度、荷重、媒体、摩擦、腐食、寸法精度、予算を考慮する必要があります。
6. プラスチック、金属、ガラスと比較した利点
| 比較資料 | セラミックの利点 | 考慮すべき制限事項 |
| プラスチック製 | より高い硬度、優れた耐摩耗性、高温耐性、耐腐食性、断熱性、耐老化性。 | 陶器はより脆く、高価で、プラスチックのように曲がりません。 |
| 一般的な金属 | 電気絶縁性、耐腐食性、錆びなし、低摩擦性、高温での酸化耐性。 | セラミックは金属のような延性を持たず、強い衝撃でひび割れることがあります。 |
| ガラス | より高い強度、耐摩耗性や耐傷性、そしてより強力な荷重耐久能力。 | 加工の難易度やコストは通常、通常のガラスよりも高いです。 |
7. 典型的な産業と応用
セラミック射出成形は、精密な形状、耐摩耗性、耐腐食性、電気絶縁性が求められる多くの産業で使用可能です。典型的な用途には以下が含まれます:
- 光ファイバー:セラミックスリーブ、フェルール、精密位置決め部品。
- 医療および歯科:小型の耐摩耗性、耐腐食性、洗浄可能な構造部品。
- ウェアラブルおよびコンシューマーエレクトロニクス:コンパクトで複雑な外観の部品、耐摩耗部品、絶縁構造。
- 配管および衛生システム:バルブ部品、シール、耐摩耗・耐腐食部品。
- 精密機械および繊維機器:ガイド、ブッシング、摩擦ペア、耐摩耗インサート。
8. 見積もり前に推奨される情報
セラミック射出成形が適切かどうかを評価し、工具、コスト、リードタイムをより正確に見積もるために、顧客は以下の資料を提供することを推奨します:
- 2D図面、3Dモデル、または明確な構造スケッチ。
- ジルコニア、アルミナ、その他のセラミック材料などの材料要件。
- 重要な寸法、公差、穴の大きさ、壁厚、組み立て基準面、表面要件。
- 溶接線が許容されるかどうか、どの表面が見た目、機能性、または非重要性があるか。
- 温度、媒体、負荷、摩擦、腐食、断熱、または生体適合性の要件を含む動作条件。
- 試作機の数量、大量生産の量、年間需要、目標リードタイム。
よくある質問
Q:セラミック射出成形の最小穴サイズはどのくらいですか?
A:現在のプロセス経験に基づくと、マイクロホール構造は約0.10mmまで製造可能です。実際の実現可能性は穴の深さ、穴の形状、位置、壁厚、型の設計に依存します。
Q:複雑な不規則またはリブのある陶器構造物を一体成形することは可能でしょうか?
A:はい。セラミック射出成形は、曲面、リブ、スロット、段差、歯車状の特徴、小さな空洞構造に適しています。主な形状は型内で作成できるため、組み立てや大規模な後加工の必要性が減ります。
Q:射出成形のセラミック部品に溶接線はありますか?
A:ほとんどの場合、はい。溶接線はゲートの位置、流れ経路、部品の形状に関連しています。金型設計によって位置を最適化することは可能ですが、通常は完全に取り外すことはできません。
Q:セラミック射出成形は厚壁や大型部品に適していますか?
A:通常はあまりおすすめしません。厚い壁や大型のセラミック部品は、解消や焼結が難しく、ひび割れや水ぶくれ、変形のリスクが高いです。他の形成ルートの方が適しているかもしれません。
Q:射出成形セラミック部品としてジルコニアとアルミナはどのように選別すべきでしょうか?
A:ジルコニアは、靭性、強度、ひび割れに強く、複雑な形状からしばしば好まれます。アルミナは、硬度、断熱、高温耐性、コスト管理が主な優先事項である場合により適しています。
材料評価およびカスタム製造支援
マイクロホール、ブラインドホール、薄い壁、リブ、スロット、曲面、または小さな空洞構造を含む部品があり、大量生産のためにジルコニアやアルミナセラミックを検討している場合、当社のチームは図面、材料要件、数量、運用条件に基づいてセラミック射出成形の実現可能性を評価できます。また、材料選定、構造最適化、製造ルートの推奨もサポートします。
Share on Social:



- PREV: 構造用セラミック成形および焼成プロセスの詳細ガイド
- NEXT: Null